

不要错过这部精心制作的Q235材质钢板立柱切割_不锈钢复合管护栏批发价格无中间商厂家直销产品视频!仅仅一分钟的时间,您将能够领略到我们产品的卓越品质和出色设计,发现更多令人心动的细节。
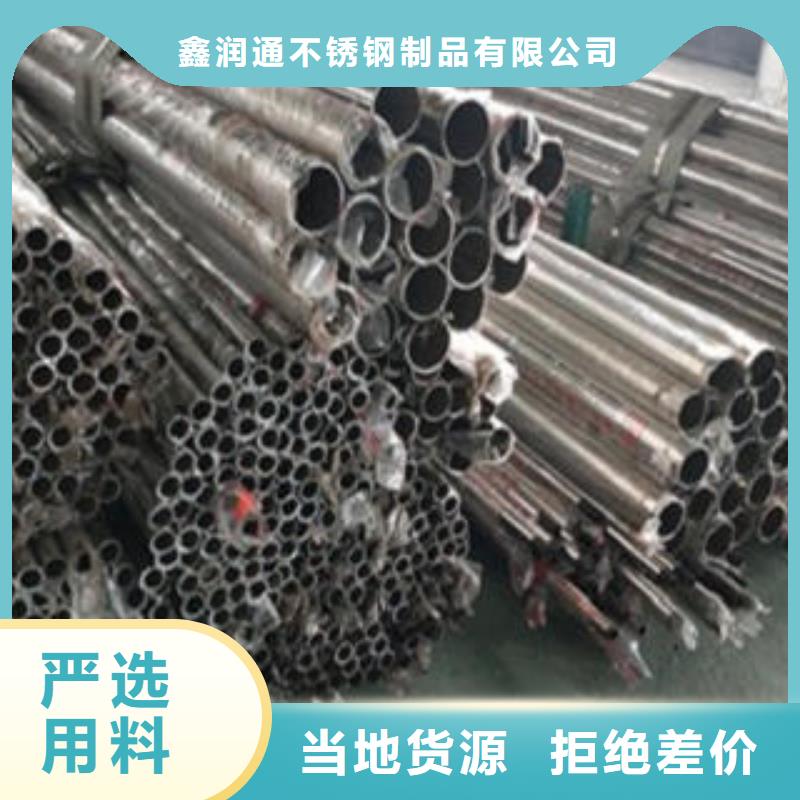
以下是:Q235材质钢板立柱切割_不锈钢复合管护栏批发价格无中间商厂家直销的图文介绍

由于高强板所形成的高刚性型钢具有很大的惯性矩和抗弯模量,特别是由于应用上的要求需要预冲孔后进行冷弯加工生产,会形成材料表面平整度和材料边缘尺寸上的差异,因此要求对该类高强度结构钢板的冷弯孔型的设计中需要多加侧向定位装置,合理设计孔型,合理布置轧辊间隙等,确保进入每道孔型的材料不跑偏并尽可能地消除材料表面平整度和材料边缘尺寸上的差异对后续冷弯成型形状的影响;另一个突出的特点为:高强度结构钢板的成型回弹现象较严重,回弹会导致出现弧边,必须依靠过弯来修正,且过弯角比较难掌握,需要在生产调试过程中进行调整修正。需要较多的成型道次。在辊式冷弯成型过程中主要加工过程为弯曲变形,除产品弯曲角局部有轻减薄外,变形材料的厚度在成型过程中假定保持不变;在孔型设计时,要注意合理分配变形量,尤其是在 道,后面几道,变形量不易过大。另外可以使用侧辊和过弯辊,对型材进行预弯,且使型材断面的中性线与成品型材的中性线重合,使型材上下所受的力平衡,从而避免纵向弯曲。如果在加工过程中发现纵向弯曲,可根据实际情况增加部分轧辊,尤其注意后面几道。


弯曲试验时管内不带填充物,焊缝位于弯曲主面的侧面。试验后,从弯曲圆弧的中部将试件剖开,检查内涂层,试验结果应符合5.7的规定。钢板立柱压扁试验:DN>50 mm的涂覆钢管进行压扁试验。管段试件尺寸长为(50±10) mm。在温度为(20±5) ℃的环境下,将试件置于两平板之间,在压力试验机上逐渐压缩至两平板间距离为试件外径的五分之四,压扁时涂覆钢管焊缝垂直于载荷施加方向。试验后,检查内涂层,试验结果应符合5.8的规定。钢板立柱厚度测量:从涂覆钢管的两端取不同长度的两个横断面,在每个横断面用电磁测厚仪测量圆周上直交的任意四点的涂层厚度,试验结果应符合5.4的规定。钢板立柱针孔试验:管段试件长度约为1000 mm,用电火花检漏仪对钢管涂层在规定试验电压下进行检查,涂层厚度不大于0.4mm,试验电压为1500 V,涂层厚度大于0.4 mm,试验电压为2000 V。



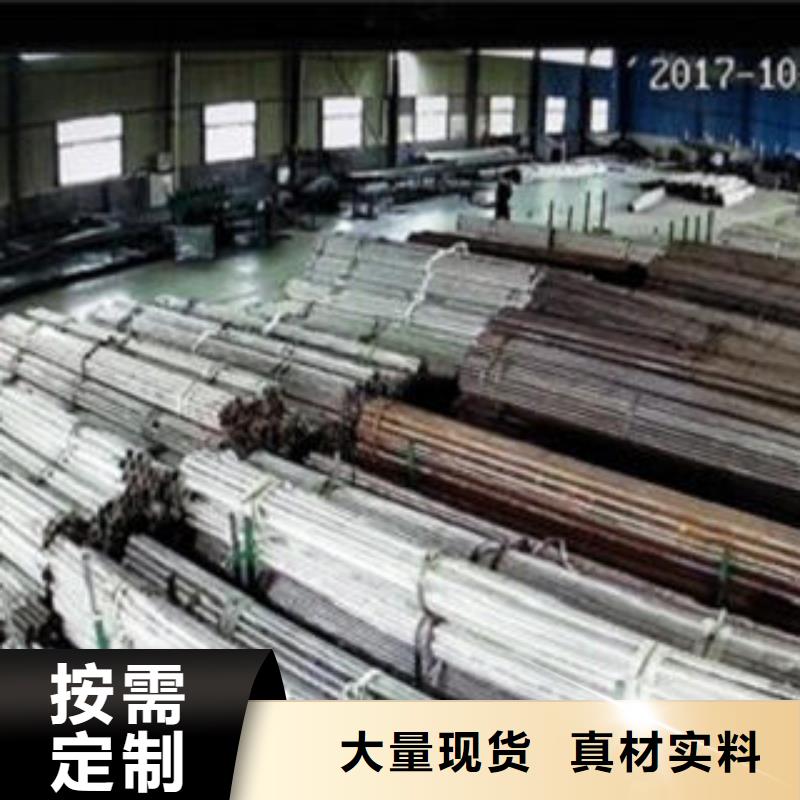
我公司拥有一支精干的科技创新队伍,一整套强有力的科学管理体系,“以科技求创新、以质量求生存”,增强质量意识,力求企业的长期发展,多年来,深受广大用户的好评。我公司主营 201不锈钢复合管护栏厂家,先进的生产设备,品质的原材料,完善的质量保证体系和及时的售后服务是我们对每一个客户的承诺。我公司致力于将生产管理、营销、科研等工作与国际接轨,以良好的信誉,周到的服务,高标准的产品质量与每位客户建立起长期、愉快、真诚的合作关系。


弯曲试验时管内不带填充物,焊缝位于弯曲主面的侧面。试验后,从弯曲圆弧的中部将试件剖开,检查内涂层,试验结果应符合5.7的规定。钢板立柱压扁试验:DN>50 mm的涂覆钢管进行压扁试验。管段试件尺寸长为(50±10) mm。在温度为(20±5) ℃的环境下,将试件置于两平板之间,在压力试验机上逐渐压缩至两平板间距离为试件外径的五分之四,压扁时涂覆钢管焊缝垂直于载荷施加方向。试验后,检查内涂层,试验结果应符合5.8的规定。特厚钢板用原料制造工艺技术可归为两类:一类是对传统厚钢锭、连铸板坯进行特殊处理;第二类是开发高质量的优质铸锭。采用一类思路的方法有JFE的锻造一轧制法和焊接复合钢坯法、住友金属的连铸大压下法、日本钢管的规定压缩比和末道次压下量的轧制法等,其中锻造一轧制法和焊接复合钢坯法的实用性较强,利用现有设备即可实施,但由于需要二火成材,具有能耗高的缺点。


